Jazyk
ENG
Zavolejte nám
+86-159-6851-8588
E-mail
Zadejte klíčová slova...

NOVÝ

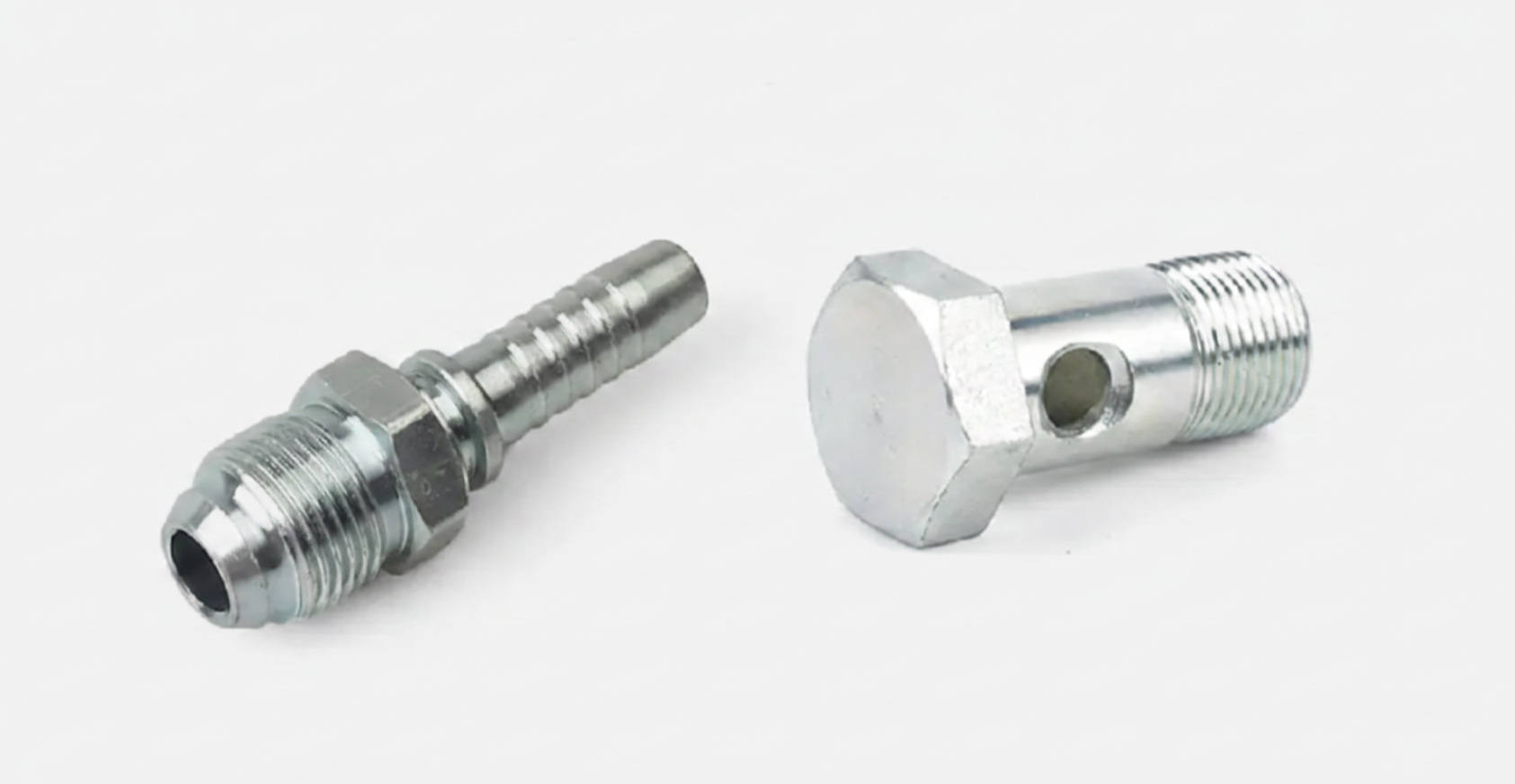
Jak nasadit armatury na hydraulickou hadici
 2026.05.18
2026.05.18
 novinky z oboru
novinky z oboru
Pro přátele, kteří si sami udělají údržbu strojírenského zařízení, má při instalaci hydraulických hadicových spojů jádro jediné slovo: kvazi. Musíte přesně změřit délku hadice, v případě potřeby řádně provést odizolování, aby bylo možné obnažit výztuhu drátu, a použít kalibrovaný hydraulický krimpovací stroj s vhodnou matricí a trnem, aby byla zajištěna přesná hloubka vložení. Aby se zabránilo úniku oleje a zajistilo se, že se sestava hadice nemůže pokazit pod jmenovitým tlakem, tajemstvím je: zkontrolujte kompatibilitu specifikace spoje a hadice, naneste vrstvu průmyslového maziva na jádro spoje a pečlivě zkontrolujte po vyboulení - manžeta musí být stlačena rovnoměrně a nemůže poškodit stěnu hadice. Pokud se budete řídit těmito průmyslovými standardy, konektory, které vyrábíte, mohou plně dosáhnout výkonu původní tovární úrovně.

Základní kámen přesnosti: Měření a kompatibilita
Nedělejte si starosti, příprava je velká hlava. Konstrukční pevnost hadicové sestavy zcela závisí na tom, zda je příslušenství, které si vyberete, vhodné nebo ne. Před zahájením práce si ověřte, zda jsou jmenovité tlaky a technické specifikace spojů a hadic správné. Při měření délky nezapomeňte zahrnout „mezní okraj“, tedy délku, která má být prodloužena do spoje. Předčasné selhání mnoha hydraulických systémů lze vysledovat zpět k faktu, že měření není přesné, což má za následek odchylku vyrovnání pouzdra, což je velké tabu.
Předúprava hadice: Nezbytnost peelingu
Jak dobře je příprava provedena, rozhoduje o tom, zda je práce nouzová nebo dlouhotrvající. Peeling znamená odloupnutí pryže na vnější vrstvě hadice, aby se obnažil ocelový drát uvnitř. Tento krok je klíčový, protože jen tak může být pouzdro kloubu v přímém kontaktu s drátem. Tato síla kousnutí kov na kov je klíčem k zajištění toho, aby se kloub nezhroutil při vysokotlakých cyklech. Nedělejte si starosti, nezapomeňte sloupnout kůži podle požadavků výrobce a pevně připevnit konektor na výztužnou vrstvu.
Provozní odkaz: Kalibrační zařízení a hloubka vložení
Úspěch nebo neúspěch mechanického spojení závisí na tom, jak je lis seřízen. Je špatně zvolená forma a trn? Vzadu je v podstatě k ničemu, protože přímo určuje konečný vzpěrný tlak.
Proces vkládání: Před vložením jádra spoje nezapomeňte nanést tenkou vrstvu průmyslového maziva. To snižuje tření a zabraňuje roztržení spoje vnitřní pryžové vrstvy.
Kontrola hloubky: Spoj musí být zatlačen do přesné hloubky požadované konstrukcí. V technických specifikacích JIANGRU jsme vždy zdůrazňovali, že konzistence hloubky zasunutí je nejzákladnější zárukou, aby se zabránilo vnitřnímu ucpání tekutiny a tlakovým rázům.
Kontrola kvality: Kontrola po vzpěru
Tento poslední proces kontroly může nejlépe zjistit, zda jde o zasvěcenou osobu. Po dokončení procesu zadržování nezapomeňte provést ruční test. Standardní kompresní pouzdro by mělo mít rovnoměrnou obvodovou sílu. Zaměřte se na kontrolu: zda není stěna hadice poškozena přetlakem, nebo těsnění není těsné kvůli nedostatečnému tlaku. Vždyť z hydraulického systému uniká olej, kdo potká, koho bolí hlava.
Podle těchto průmyslových norem, od měření až po konečnou kontrolu kvality, neušetřete ani krok, aby vaše zařízení mohlo naplno využít svůj potenciál. Tato práce vyžaduje opravdu hodně úsilí, ale po kontrole každého detailu je finální spoj stabilní a odolný vůči vysokému tlaku a efekt se nijak neliší od původní tovární montáže. JIANGRU dělá to, že sdílí tyto standardy efektivního provozu se všemi, aby zajistili, že mechanická energie, která je k dispozici, bude udržována v nejlepším stavu. Koneckonců o těchto věcech kydáme a obrázek ukazuje, že spojení lze použít.
Autor: David Miller
David strávil svou kariéru řešením komplexních systémových poruch v terénu a věnuje se pomoci technikům a vlastníkům zařízení dosáhnout maximální doby provozuschopnosti stroje prostřednictvím přesných montážních technik a přísných norem údržby. Jeho odborné poznatky pomáhají JIANGRU překlenout propast mezi specifikacemi průmyslové úrovně a každodenní provozní spolehlivostí.












Hydraulické příslušenství na zakázku
Od konceptu až po výrobu můžeme vytvořit produkty, které chcete
Produkty
Kontaktní informace
-

Tel: +86-159-6851-8588
-

E-mail: [email protected]
-

Add:Zhu Jia Station Village, Diankou Town, Zhuji City, provincie Zhejiang, Čína
Copyright © Zhejiang Tianxiang Machine Fittings Co., Ltd.
